









Process layout
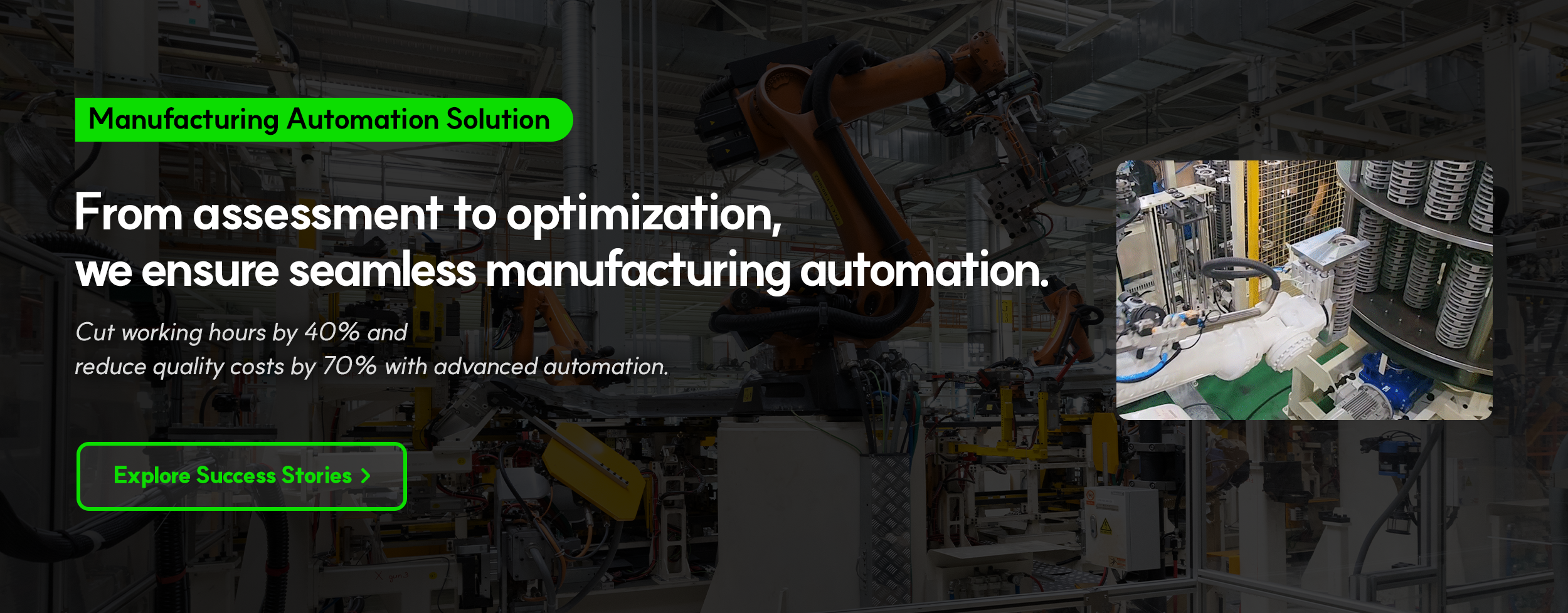
This application is a solution that realizes robot automation through position control and constructs an automatic temperature control system in the hot bolt forging process using the Kawasaki RS050.
By automating the friction press hot forging process during bolt manufacturing and implementing an automatic temperature control system, it has achieved Korea's first automation of press robots.
Components
| Robot |
|
|---|
Workflow
| STEP 1. | Heated material is fed into the system. |
|---|---|
| STEP 2. | Material is transferred to the temperature sensor. |
| STEP 3. | Temperature measurement is performed. |
| STEP 4. | Classification of good and defective products based on measurement results (Good → Press, Defective → Reject bin). |
| STEP 5. | Good products are transferred to the friction press. |
| STEP 6. | Formed products from the automated friction press are moved to the product transfer sensor. |
| STEP 7. | Confirmed normal discharge at the product transfer sensor. |
| STEP 8. | Transferred to the collection bin. |
| STEP 9. | Automated discharge |
Features
Overcoming automation challenges in friction presses
The friction presses used in bolt manufacturing move upward, making the precise position control—a prerequisite for automation—very difficult. Consequently, implementing a robotic automation process for friction presses with irregular top and bottom dead centers has been a challenging reality.
This solution successfully realized robotic automation by using a Servo system to automatically compensate for press position values that deviate from the standard point within the PLC system.
Results
| Key Benefits | Hourly Production: 106 ea/hr → 165 ea/hr
Process Defect Rate: 0.19% → 0.05%
Total Cost Reduction (KRW 1,000/day): 1,558 → 1,381
Delivery Compliance Rate: 77.8% → 80.0%
Industrial Accident Rate: 3.3% → 1.6%
|
|---|---|
| Client Feedback |
Resolving labor supply difficulties
: The manual process of moving heavy objects (up to 10kg) at extreme temperatures (1,200°C) using steel tongs led to a severe avoidance of the job. By assisting labor with robots, the labor shortage issue was resolved.
Strengthening competitiveness
: As competition with Chinese companies intensifies in the US/European markets, we improved quality, cost, and delivery (QCD) and enhanced efficiency through robot automation.
1) Quality Improvement: Enhanced forging quality and prevention of dent defects through uniform robotic operation.
2) Cost Improvement: Strengthened manufacturing cost competitiveness by increasing productivity.
3) Delivery Compliance: Improved customer satisfaction and trust through accurate production planning and delivery forecasting by linking the automation system with the production management system.
|
Unauthorized copying or reproduction of any content on Marosol may violate the Unfair Competition Prevention Act and Copyright Act.
Recommended Solution

YASKAWA Industrial Robot Hanger-Box Palletizing Automation
Process Overview This deployment uses a YASKAWA GP180 to palletize boxes of hanger products weighing over 20 kg onto pallets. By replacing manual handling in heavy-payload work, it helps prevent musculoskeletal disorders and enables faster, more consistent palletizing performance. Note: Cost may vary depending on the installation environment, robot brand, and payload requirements.

Press Machine Tending using Neuromeka Collaborative Robots
This application case features a robotic automation system solution using Neuromeka's Indy7 to improve material supply accuracy and operational efficiency in press manufacturing processes. By synchronizing 6-axis collaborative robots with conveyor systems, we have established a flexible material supply chain between processes. This implementation ensures consistent product quality and significantly enhances overall production efficiency.

Pharmaceutical Box Palletizing Using the Hyundai Robotics YS080L 💊
Process Overview This solution is a packaging process that uses the Hyundai Robotics YS080L to palletize pharmaceutical cartons onto pallets and perform wrapping (stretch wrapping). As an optimized turnkey packaging solution delivered by KT, it can be deployed with a low initial implementation cost, and by integrating with KT's smart-factory platform Factory Makers, you can introduce a smart-factory system alongside the automation cell. Through this solution, automated palletizing of heavy beverage cartons improved handling speed/throughput and helped prevent operator musculoskeletal disorders (MSDs).
Process layout
This application is a solution that realizes robot automation through position control and constructs an automatic temperature control system in the hot bolt forging process using the Kawasaki RS050.
By automating the friction press hot forging process during bolt manufacturing and implementing an automatic temperature control system, it has achieved Korea's first automation of press robots.
Components
| Robot |
|
|---|
Workflow
| STEP 1. | Heated material is fed into the system. |
|---|---|
| STEP 2. | Material is transferred to the temperature sensor. |
| STEP 3. | Temperature measurement is performed. |
| STEP 4. | Classification of good and defective products based on measurement results (Good → Press, Defective → Reject bin). |
| STEP 5. | Good products are transferred to the friction press. |
| STEP 6. | Formed products from the automated friction press are moved to the product transfer sensor. |
| STEP 7. | Confirmed normal discharge at the product transfer sensor. |
| STEP 8. | Transferred to the collection bin. |
| STEP 9. | Automated discharge |
Features
Overcoming automation challenges in friction presses
The friction presses used in bolt manufacturing move upward, making the precise position control—a prerequisite for automation—very difficult. Consequently, implementing a robotic automation process for friction presses with irregular top and bottom dead centers has been a challenging reality.
This solution successfully realized robotic automation by using a Servo system to automatically compensate for press position values that deviate from the standard point within the PLC system.
Results
| Key Benefits | Hourly Production: 106 ea/hr → 165 ea/hr
Process Defect Rate: 0.19% → 0.05%
Total Cost Reduction (KRW 1,000/day): 1,558 → 1,381
Delivery Compliance Rate: 77.8% → 80.0%
Industrial Accident Rate: 3.3% → 1.6%
|
|---|---|
| Client Feedback |
Resolving labor supply difficulties
: The manual process of moving heavy objects (up to 10kg) at extreme temperatures (1,200°C) using steel tongs led to a severe avoidance of the job. By assisting labor with robots, the labor shortage issue was resolved.
Strengthening competitiveness
: As competition with Chinese companies intensifies in the US/European markets, we improved quality, cost, and delivery (QCD) and enhanced efficiency through robot automation.
1) Quality Improvement: Enhanced forging quality and prevention of dent defects through uniform robotic operation.
2) Cost Improvement: Strengthened manufacturing cost competitiveness by increasing productivity.
3) Delivery Compliance: Improved customer satisfaction and trust through accurate production planning and delivery forecasting by linking the automation system with the production management system.
|
Unauthorized copying or reproduction of any content on Marosol may violate the Unfair Competition Prevention Act and Copyright Act.
Recommended Solution
YASKAWA Industrial Robot Hanger-Box Palletizing Automation
Process Overview This deployment uses a YASKAWA GP180 to palletize boxes of hanger products weighing over 20 kg onto pallets. By replacing manual handling in heavy-payload work, it helps prevent musculoskeletal disorders and enables faster, more consistent palletizing performance. Note: Cost may vary depending on the installation environment, robot brand, and payload requirements.
Press Machine Tending using Neuromeka Collaborative Robots
This application case features a robotic automation system solution using Neuromeka's Indy7 to improve material supply accuracy and operational efficiency in press manufacturing processes. By synchronizing 6-axis collaborative robots with conveyor systems, we have established a flexible material supply chain between processes. This implementation ensures consistent product quality and significantly enhances overall production efficiency.
Pharmaceutical Box Palletizing Using the Hyundai Robotics YS080L 💊
Process Overview This solution is a packaging process that uses the Hyundai Robotics YS080L to palletize pharmaceutical cartons onto pallets and perform wrapping (stretch wrapping). As an optimized turnkey packaging solution delivered by KT, it can be deployed with a low initial implementation cost, and by integrating with KT's smart-factory platform Factory Makers, you can introduce a smart-factory system alongside the automation cell. Through this solution, automated palletizing of heavy beverage cartons improved handling speed/throughput and helped prevent operator musculoskeletal disorders (MSDs).