









Process layout
Process Overview
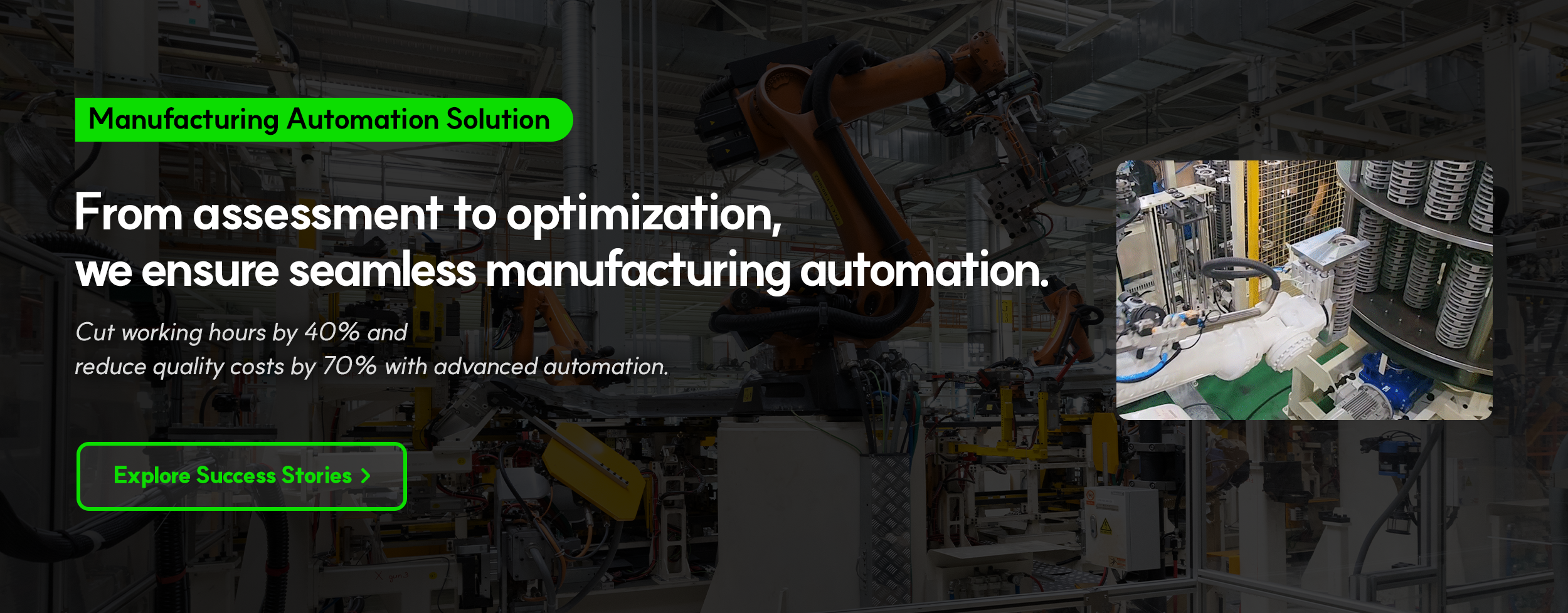
This solution uses a total of four robots—one KAWASAKI ZX165U, two ABB IRB 2600 units, and one ABB IRB 6700—to transfer automotive parts after roll forming and perform deburring operations.
By transferring parts to the next process in sync with the continuous forming cycle time, it reduces operation time and maximizes productivity.
Components
| Robot |
|
|---|---|
| Peripherals |
|
Workflow
| STEP 1. | Wait for roll forming completion |
|---|---|
| STEP 2. | Grip roll-formed part (ZX165U) |
| STEP 3. | Unload to transfer pallet (ZX165U) |
| STEP 4. | Deburr formed part ends (IRB 2600) |
| STEP 5. | Unload to stacking pallet (IRB 6700) |
Features
Improves both work environment and productivity
Secures high productivity through continuous operation with minimal downtime
Prevents safety accidents by removing operators from hazardous tasks
Automates the continuous process from roll forming to deburring
Improves quality by utilizing high-precision robots
Enables optimal design and pre-validation based on process conditions
Supports custom tool design and fabrication optimized for roll forming conditions and performance
Reduces operation time by synchronizing tasks with the production speed of upstream equipment
Results
| Key Benefits | Improved work environment through unmanned hazardous operations Increased productivity through shorter cycle time and continuous production |
|---|---|
| Client Feedback | By automating continuous processes, production speed improved significantly and machining quality was enhanced. |
Unauthorized copying or reproduction of any content on Marosol may violate the Unfair Competition Prevention Act and Copyright Act.
Recommended Solution

Battery Palletizing Automation: Safely Stack Batteries Weighing Over 60kg With the YASKAWA GP225 💪
Standardized over 200 palletizing variables to achieve a consistent cycle time

Successfully Automated the Samlak Heat Treatment Loading Process!🙌 We Even Built a Perfect Jig Design (ft. Hyundai Robotics Industrial Robot)
Process Overview This project involved the introduction of automated loading/unloading to ensure uniform heat treatment of the carrier mid-planet , a key component of automotive transmissions. The client implemented automation to address several issues arising from the previously manual process, particularly the increased defect rate and inefficiencies caused by worker s. Hyundai Robotics' HH050 six-axis industrial robot was utilized for this purpose, automating various tasks such as product stacking, pin insertion, and tray placement , ensuring high productivity and stability. Warranty Period 1 Year Performance Year 2024 Project Duration 3 Months

Automotive Wheel Deburring with UR10 and OnRobot HEX Force/Torque Sensor
Process Overview This application performs deburring on the edge area of automotive wheels using a Universal Robots UR10 and the OnRobot HEX force/torque sensor. By utilizing the OnRobot force/torque sensor, the system can perform consistent deburring while moving along the curved surface geometry of the wheel.
Process layout
Process Overview
This solution uses a total of four robots—one KAWASAKI ZX165U, two ABB IRB 2600 units, and one ABB IRB 6700—to transfer automotive parts after roll forming and perform deburring operations.
By transferring parts to the next process in sync with the continuous forming cycle time, it reduces operation time and maximizes productivity.
Components
| Robot |
|
|---|---|
| Peripherals |
|
Workflow
| STEP 1. | Wait for roll forming completion |
|---|---|
| STEP 2. | Grip roll-formed part (ZX165U) |
| STEP 3. | Unload to transfer pallet (ZX165U) |
| STEP 4. | Deburr formed part ends (IRB 2600) |
| STEP 5. | Unload to stacking pallet (IRB 6700) |
Features
Improves both work environment and productivity
Secures high productivity through continuous operation with minimal downtime
Prevents safety accidents by removing operators from hazardous tasks
Automates the continuous process from roll forming to deburring
Improves quality by utilizing high-precision robots
Enables optimal design and pre-validation based on process conditions
Supports custom tool design and fabrication optimized for roll forming conditions and performance
Reduces operation time by synchronizing tasks with the production speed of upstream equipment
Results
| Key Benefits | Improved work environment through unmanned hazardous operations Increased productivity through shorter cycle time and continuous production |
|---|---|
| Client Feedback | By automating continuous processes, production speed improved significantly and machining quality was enhanced. |
Unauthorized copying or reproduction of any content on Marosol may violate the Unfair Competition Prevention Act and Copyright Act.
Recommended Solution
Battery Palletizing Automation: Safely Stack Batteries Weighing Over 60kg With the YASKAWA GP225 💪
Standardized over 200 palletizing variables to achieve a consistent cycle time
Successfully Automated the Samlak Heat Treatment Loading Process!🙌 We Even Built a Perfect Jig Design (ft. Hyundai Robotics Industrial Robot)
Process Overview This project involved the introduction of automated loading/unloading to ensure uniform heat treatment of the carrier mid-planet , a key component of automotive transmissions. The client implemented automation to address several issues arising from the previously manual process, particularly the increased defect rate and inefficiencies caused by worker s. Hyundai Robotics' HH050 six-axis industrial robot was utilized for this purpose, automating various tasks such as product stacking, pin insertion, and tray placement , ensuring high productivity and stability. Warranty Period 1 Year Performance Year 2024 Project Duration 3 Months
Automotive Wheel Deburring with UR10 and OnRobot HEX Force/Torque Sensor
Process Overview This application performs deburring on the edge area of automotive wheels using a Universal Robots UR10 and the OnRobot HEX force/torque sensor. By utilizing the OnRobot force/torque sensor, the system can perform consistent deburring while moving along the curved surface geometry of the wheel.