









Process layout
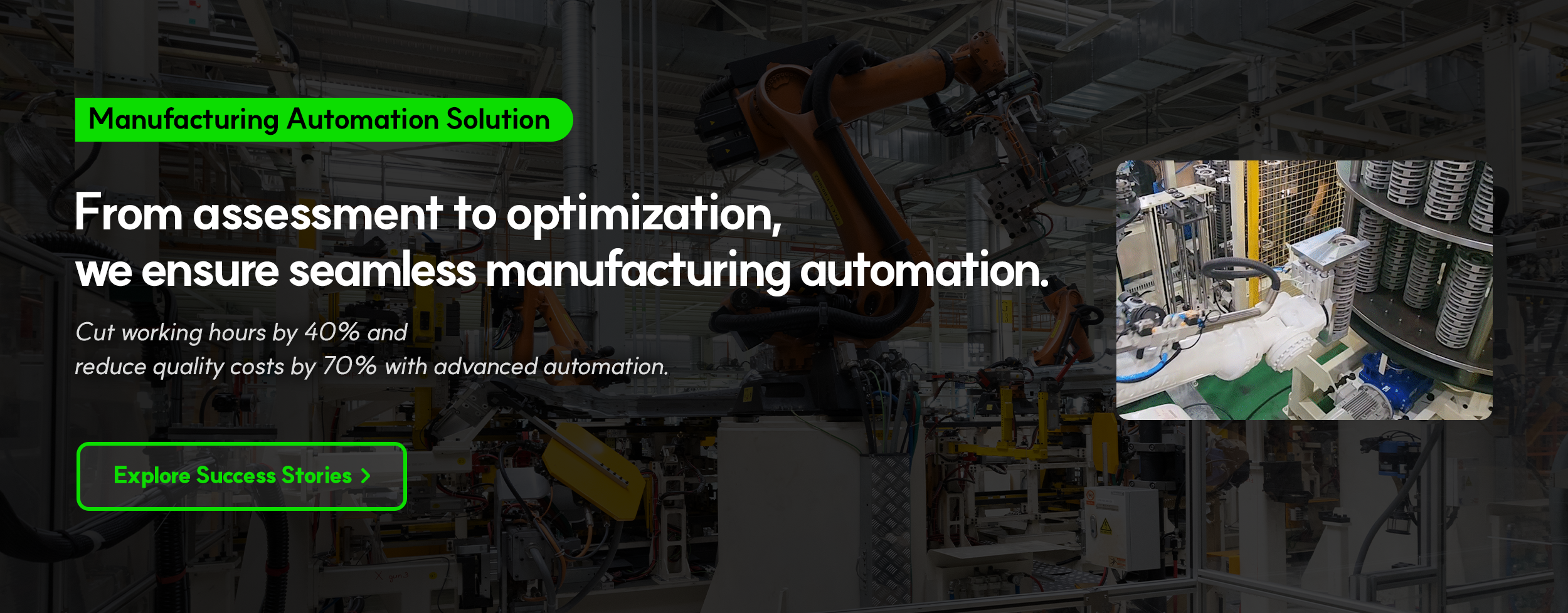
Process Overview
This application performs uniform polishing on the 3D surface of an automotive hood by utilizing a Universal Robots UR10, an OnRobot HEX force/torque sensor, and an OnRobot Sander.
With the combination of the OnRobot force/torque sensor and the sander, polishing can be performed while applying consistent force to match 3D curved surfaces.
Components
| Robot |
|
|---|---|
| Peripherals |
|
Workflow
| STEP 1. | Part input |
|---|---|
| STEP 2. | 3D polishing operation |
| STEP 3. | Task complete |
Features
Compact installation and high cost-effectiveness
Can be installed by adding a collaborative robot within the existing process without changing the layout
Minimizes investment cost through a compact setup
Improved quality through consistent operation
Enables uniform and precise polishing on 3D surfaces using a high-precision force/torque sensor
Results
| Key Benefits | Improved labor conditions by preventing operator musculoskeletal disorders Secured consistent polishing quality Increased productivity through minimized downtime and continuous operation |
|---|---|
| Client Feedback | Consistent polishing quality was achieved, and it significantly helped prevent operator musculoskeletal disorders. |
Unauthorized copying or reproduction of any content on Marosol may violate the Unfair Competition Prevention Act and Copyright Act.
Recommended Solution

Battery Palletizing Automation: Safely Stack Batteries Weighing Over 60kg With the YASKAWA GP225 💪
Standardized over 200 palletizing variables to achieve a consistent cycle time

Yuhan-Kimberly's Choice! Fully Automated Depalletizing and String Cutting 📦
Process Overview This implementation case, implemented at Yuhan-Kimberly's Chungju factory , combines a Yaskawa industrial robot with a string cutting workstation to achieve automated depalletizing and string cutting. The client introduced the depalletizing system to reduce labor costs and work fatigue, and expressed strong interest in automating rope cutting and discharge to maximize cost savings and efficiency. This solution sorts and cuts boxes of various sizes before feeding them to the case packer, improving the efficiency of the box feeding and rope cutting processes, while also reducing the physical burden on workers and ensuring safety. Project Background and Objectives At Yuhan-Kimberly's Chungju factory , the process of dismantling palletized boxes and loading them into case packers individually was entirely manual. This process was highly repetitive and presented a constant risk of safety accidents due to the use of knives during the removal of the twine. The goal of this project was to automate the entire process, from depalletizing to loading into the case packer, minimizing human dependence. Furthermore, by unmanning the twine cutting process, we aimed to ensure worker safety, reduce fatigue and on-site personnel burden, and ensure stable plant operations.

Automated Workpiece Loading & Unloading System for Automotive Parts Machining Lines
Process Overview This solution enables automatic loading of workpieces into machining equipment, including irregular, non-standard workpieces generated from hot forging, by using a specially designed gripping tool in the automotive parts machining load/unload process. Developed through the company's in-house R&D, this automation system uses a custom-made gripper to automatically load hot-forged workpieces, even those with inconsistent shapes, into the machining area.
Process layout
Process Overview
This application performs uniform polishing on the 3D surface of an automotive hood by utilizing a Universal Robots UR10, an OnRobot HEX force/torque sensor, and an OnRobot Sander.
With the combination of the OnRobot force/torque sensor and the sander, polishing can be performed while applying consistent force to match 3D curved surfaces.
Components
| Robot |
|
|---|---|
| Peripherals |
|
Workflow
| STEP 1. | Part input |
|---|---|
| STEP 2. | 3D polishing operation |
| STEP 3. | Task complete |
Features
Compact installation and high cost-effectiveness
Can be installed by adding a collaborative robot within the existing process without changing the layout
Minimizes investment cost through a compact setup
Improved quality through consistent operation
Enables uniform and precise polishing on 3D surfaces using a high-precision force/torque sensor
Results
| Key Benefits | Improved labor conditions by preventing operator musculoskeletal disorders Secured consistent polishing quality Increased productivity through minimized downtime and continuous operation |
|---|---|
| Client Feedback | Consistent polishing quality was achieved, and it significantly helped prevent operator musculoskeletal disorders. |
Unauthorized copying or reproduction of any content on Marosol may violate the Unfair Competition Prevention Act and Copyright Act.
Recommended Solution
Battery Palletizing Automation: Safely Stack Batteries Weighing Over 60kg With the YASKAWA GP225 💪
Standardized over 200 palletizing variables to achieve a consistent cycle time
Yuhan-Kimberly's Choice! Fully Automated Depalletizing and String Cutting 📦
Process Overview This implementation case, implemented at Yuhan-Kimberly's Chungju factory , combines a Yaskawa industrial robot with a string cutting workstation to achieve automated depalletizing and string cutting. The client introduced the depalletizing system to reduce labor costs and work fatigue, and expressed strong interest in automating rope cutting and discharge to maximize cost savings and efficiency. This solution sorts and cuts boxes of various sizes before feeding them to the case packer, improving the efficiency of the box feeding and rope cutting processes, while also reducing the physical burden on workers and ensuring safety. Project Background and Objectives At Yuhan-Kimberly's Chungju factory , the process of dismantling palletized boxes and loading them into case packers individually was entirely manual. This process was highly repetitive and presented a constant risk of safety accidents due to the use of knives during the removal of the twine. The goal of this project was to automate the entire process, from depalletizing to loading into the case packer, minimizing human dependence. Furthermore, by unmanning the twine cutting process, we aimed to ensure worker safety, reduce fatigue and on-site personnel burden, and ensure stable plant operations.
Automated Workpiece Loading & Unloading System for Automotive Parts Machining Lines
Process Overview This solution enables automatic loading of workpieces into machining equipment, including irregular, non-standard workpieces generated from hot forging, by using a specially designed gripping tool in the automotive parts machining load/unload process. Developed through the company's in-house R&D, this automation system uses a custom-made gripper to automatically load hot-forged workpieces, even those with inconsistent shapes, into the machining area.